
















 46 / 51
46 / 51

EWES STÅLFJÄDER |
47
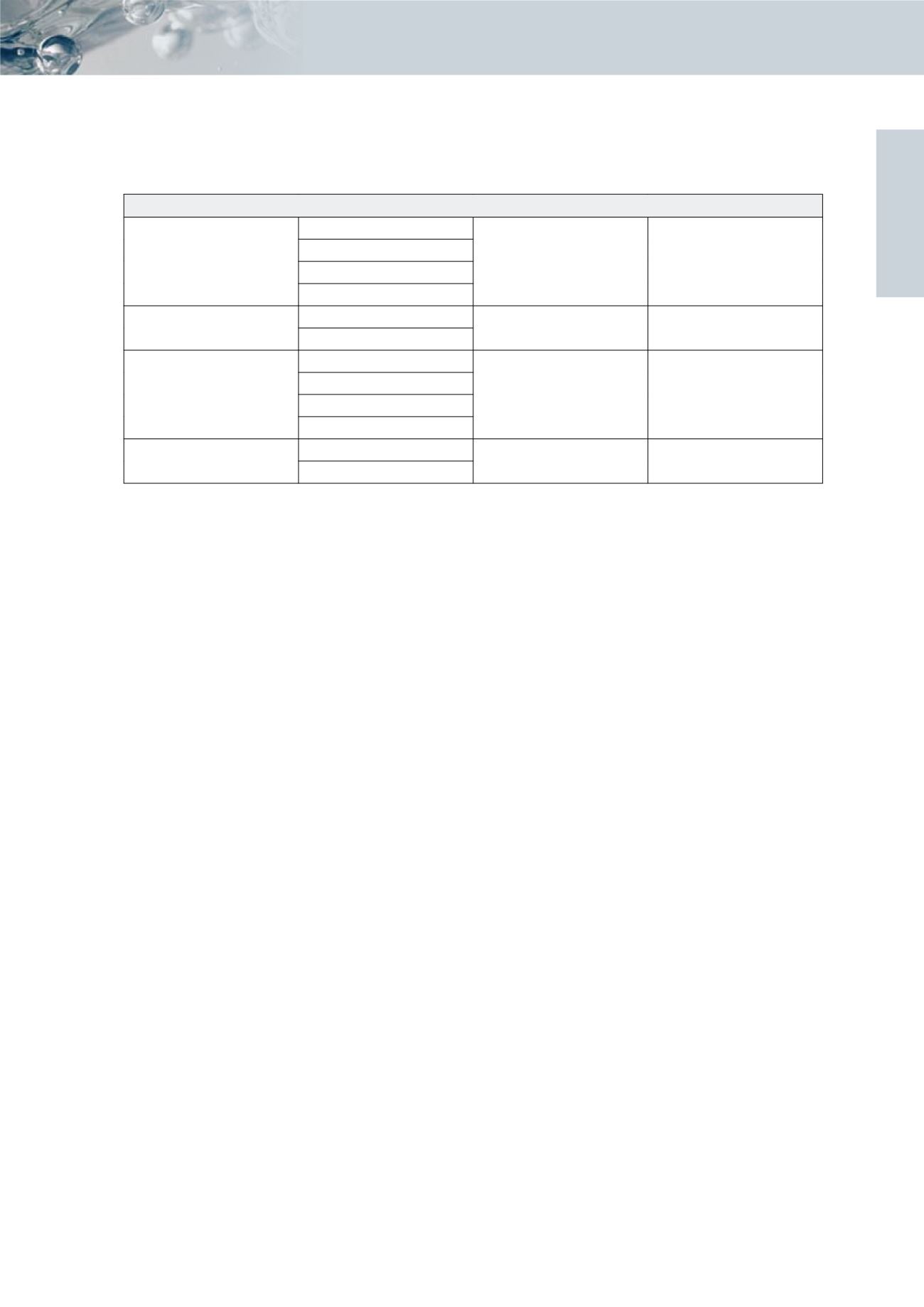
Fjäderkonstruktion
STANDARD
TRÅDDIAMETER, mm*
YTBEHANDLING
BENÄMNING
0,10; 0,15; 0,20…1,40
EN 10270-1 ph
1,50; 1,60; 1,70…3,50
Fosfaterad
Carbon Fjädertråd
3,75; 4,00; 4,25…5,50
6,00; 6,50; 7,00…12,00
EN 10270-1 ZA
0,60; 0,70; 0,80…3,50
Zn/Al förförzinkad
Bezinal el. likv.
3,75; 4,00; 5,00; 12,00
0,20; 0,30; 0,40: 1,10
EN 10270-2 VDSiCr
1,50; 1,60; 1,70…2,00
OTEVA (Oljetempererad
2,20; 2,30; 2,40…5,50
ventilfjädertråd)
6,00; 8,00; 10,00
EN 10270-3 1.4310
0,25; 0,30; 0,35…1,25
Rostfri tråd
1,30; 1,40; 1,50...12,00
Trådmaterial
EWES arbetar i normalfall med material enligt standard EN 10270 för trådmaterial.
Nedanstående tabell visar EWES sortiment av tråd för produktion av stålfjädrar.
*OBS! Variationer kan förekomma.
• EN 1.1248 – EN 1.1274 (SS 1778) – Ett så kallat PT Band. Detta
material kan med fördel bearbetas när konstruktioner innehåller
små bockradier. Materialet finns i kvaliteter med draghållfasthet
900 N/mm² – 1400 N/mm² (nominellt värde).
• Alla bandmaterial finns att tillgå i ett antal olika ytbehandlingar.
• EN 1.4310 (SS 2331) Rostfritt stål – Här finns stora valmöjlig-
heter, från låglegerad rostfri kvalitet till syrafast material,
EN 1.4401.
• Profilvalsade material – För produkter med speciella krav på
kantradier eller med annan profil erbjuds specialutformat
bandmaterial.
Bockar och radier
Alla material har begränsade egenskaper när det gäller bock-
ar och radier. Vid bockning av mjukt material, t ex EN 1.1231
(SS 1770-02), vilket sedan efterhärdas, kan mindre radier tillverkas
än vid hårt material. Vid bockning av hårt material måste hänsyn tas
till materialkvalitet och godstjocklek.
Specialmaterial kan erbjudas med hög hållfasthet där bockning
med små radier kan utföras utan att sprickbildning uppstår. Bland
dessa material hör så kallat PT-band samt rostfria material till de
mest gångbara.
Verktyg
EWES konstruerar och producerar effektiva precisionsverktyg för
avancerade ofta sammansatta detaljer. Verktygen specialanpassas
för aktuell design samt de material som ska processas i maskinen. Ett
högkvalitativt verktyg med noggrant underhåll är A & O för att uppnå
maximal produktionseffektivitet och korrekt produkt.
Konstruktion av banddetaljer
EWES erbjuder olika tekniker för produktion av banddetaljer. Vi
använder oss av helautomatiska excenterpressar med följdverktyg
eller multislidteknik t ex Bihler och Koradi samt nyttjar våra omfat-
tande resurser av fjäderlindningsmaskiner.
Pressar
Vårt segment för tillverkning i automatpress-line.
• Presskraft upp till 60 ton
• Obegränsad matningslängd
• Bandbredd max 220 mm
• Bandtjocklek beroende på materialkvalitet
• Verktygsstorlek ca 600x450 mm
• Kapacitet ca 100-150 slag/min
Multislidteknik
Vid tillverkning av detaljer med komplex design sker tillverkningen i
multislidmaskiner t ex Bihler.
• Bandbredd max 120 mm
• Bandtjocklek beroende på materialkvalitet
• Kapacitet ca 100-200 slag/min
Bandmaterial
EWES tillhandahåller ett omfattande sortiment av kundspecifika
bandmaterial. Genom vårt nära samarbete med marknadens bäs-
ta valsverk kan vi serva med standard- såväl som kundspecifika
material på kort varsel. EWES ger alltid support att välja rätt mate-
rial för aktuell konstruktion.
• EN 1.1231 – EN 1.1248 (SS 1770) – Ett vanligt förekommande
bandmaterial som finns i många varianter med olika egenskaper
Materialet kan levereras med lägre draghållfasthet för att sedan
efterhärdas till önskad hårdhet alternativt levereras direkt med
hög draghållfasthet.
Fjäder-
konstruktion