
















 45 / 51
45 / 51

46
| EWES STÅLFJÄDER
För att definiera toleranser och för att designa en så produktions-
effektiv fjäder som möjligt bör man använda sig av formförhållan-
det i fjädern som riktvärde.
Formförhållande (w) bör vara
≥
4 och
≤
15 där
= Fjäderkroppens medeldiameter
= Tråddiameter
Vid formförhållanden < 4 blir lindningsprocessen svår och mycket
kraft går åt att forma fjädern. Vid formförhållanden > 15 kan pro-
blem att kontrollera processen uppstå. Övre gräns är dock rela-
terad till tråddiametern eftersom större tråddiameter är enklare att
kontrollera.
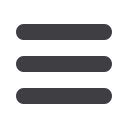
Lindningsriktning
Lindningsriktningen är i allmänhet höger om ej annat anges. Fjäd-
rarna kan tillverkas i vänsterlindat utförande då krav på detta finns.
Fjäderkonstruktion
Formförhållande
Generellt gäller att felaktig design av en fjäder eller överbelastning medför sättning, dvs. den blir kortare eller
längre. En vridfjäder får felaktig vinkel jämfört med ursprungstillståndet. EWES ger dig support med beräkningar
och förslag för att hitta den optimala fjäderlösningen som är funktionsduglig över hela livscykeln.
tråd
Ø
Ø
w
Fjäder
Σ
=
= ∑
Fjäder
Ø
=
tråd
Ø
Vänsterlindad
Högerlindad
Vänsterlindad
Högerlindad
Öka fjädrarnas prestanda
För fjädrar med stora krav på kraft och livslängd finns ett antal pro-
cesser för att utöka fjäderns karakteristik. Här följer några korta be-
skrivningar om processteg som kan utöka livslängden på fjädern.
Kulbombning
Vid produktion av en fjäder uppstår spänningar i materialet, speciellt
vid ytan. För att få bort spänningskoncentrationen kan fjädern kul-
bombas. Med denna metod blir ytan jämnare och släpper uppkom-
men ytspänning. Dessutom ökar ytans hårdhet.
Anlöpning
Vanligtvis anlöps de flesta fjädrar för att jämna ut spänningar i mate-
rialet efter lindningen. Detta medför att fjädern blir med formstabil,
och ej återgår till sin ursprungsform.
Försättning
För att förhindra sättning av fjädern vid dess första belastning kan
den försättas. Detta görs innan man applicerar fjädern i sin kon-
struktion. Genom att deformera fjädern förbi sitt plasticeringstillstånd
bygger man in spänningar motriktade mot fjäderns arbetsriktning.
För t ex en tryckfjäder pressas den till stumlängd. Detta ger lägre
totalspänning i fjädern under rörelse. Processen rekommenderas
för fjädrar med höga krav på livslängd och höga spänningsnivåer i
sin applikation.
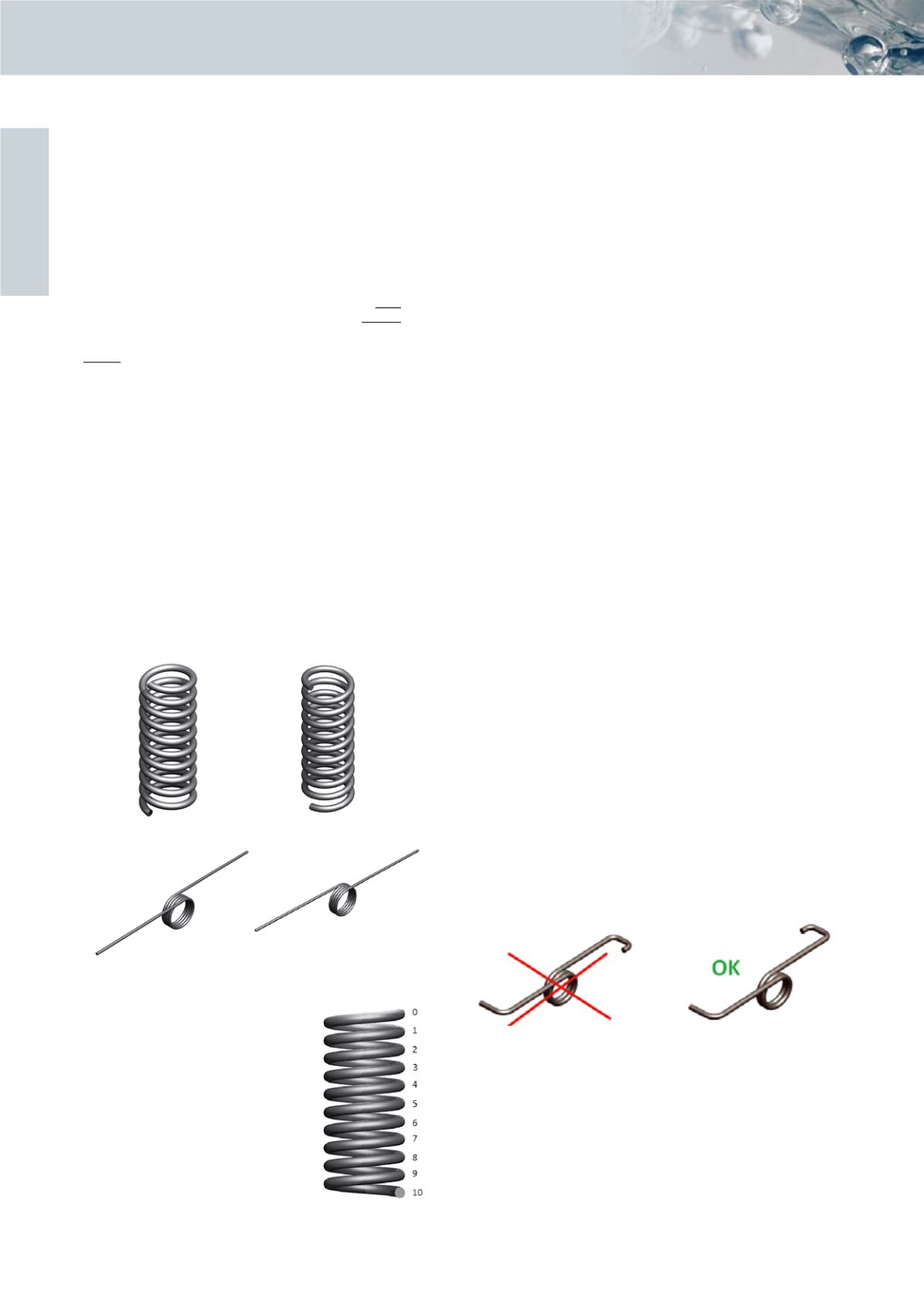
Bockar och ändutförandet
Vid design av en vridfjäder med bockar skall man ha i åtanke att
minst en av bockarna görs från fjäderkroppen. Se exempel i figuren
nedan. Detta för att underlätta produktion av fjädern.
OBS! Viktigt är att bockradien bör vara lika stor eller större än
trådens diameter.
Beräkna antal varv
För att veta fjäderns karakteristik är antal
lindningsvarv (n) en vital punkt. Fler varv
ger en mjukare fjäder och färre varv en
hårdare.
Fjädern på bilden har öppna ändvarv, vilket
gör alla varv till aktiva varv. De nedlagda
ändvarven skall ignoreras då fjäderkraften
beräknas. Dessa påverkar ej fjädern.
Fjädern på bilden har 10 varv.
Fjäder-
konstruktion